

上海交大智邦科技有限公司主要着力于柔性自动化生产领域研制与开发。传统的柔性自动化生产多采用柔性多托盘系统,通过RGV小车或者AGV托盘交换的方式实现自动化上下料;构建柔性多托盘系统需要多套夹具和多个托盘,成本较高;许多客户更倾向于寻求低成本的柔性自动化方案。
当客户的产品生产具有某些种类的特征:例如同尺寸的多种零件有共同的加工特征,单位时间内多种产品的产量有固定的生产比例,就可以考虑本文提供的低成本柔性自动化解决方案。
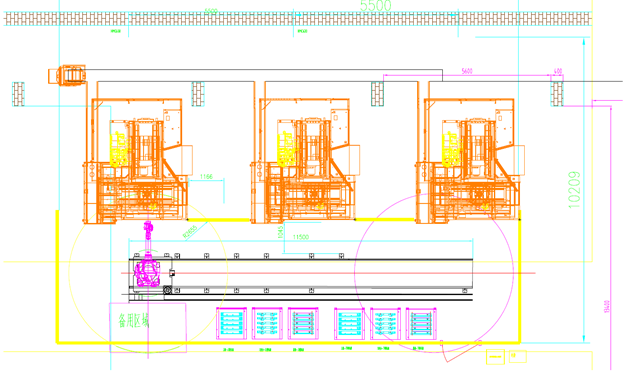
图1 柔性自动化生产线布局图
在图1所示上海交大智邦科技有限公司为山东一家木工机械公司提供的柔性自动化制造系统中,主要加工设备为3台威达HMC630单工位B轴卧式加工中心,在卧式加工中心上前布置重载机器人及其轨道系统,用于自动化抓取木工机械的上座,工作台和基座三种零件;这三种工件各使用1台卧式加工中心加工,并且每台机床上配置1套墓碑式夹具,每套墓碑式夹具分前后两面,分别对应加工3种工件的OP10和OP20工位。
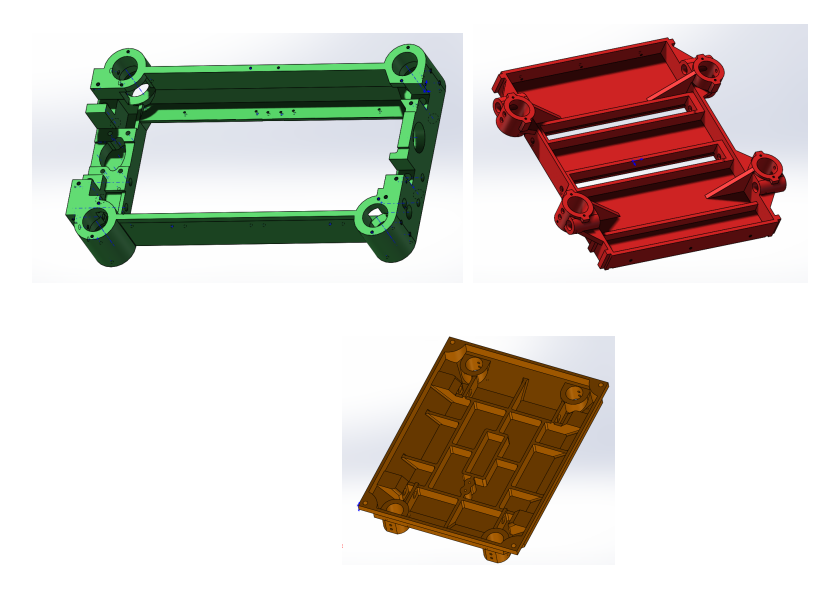
图2 木工机械柔性自动化生产线加工的三种不同类型零件:上座,工作台和基座
参见图2,对于木工机械柔性自动化生产线所加工的三种产品而言,其共同特点是在工件四周有4个大孔作为主要的夹持和定位位置。机器手抓手设计成公用抓手,用于抓取工件共有的4个大孔特征;在客户加工同类尺寸的3种零件时,不用更换机械手手爪。由于每个工件都需要加工工件的6个面,因此在工艺设计和夹具设计上,采用每个工序加工3个面,双工序加工完成。
墓碑式液压夹具的两个面分别对应零件加工的两个工序,在自动化上下料中,机器人更换完其中OP10工序零件后,机床工作台需要旋转180度去更换另外一侧的OP20工序零件;因此墓碑式夹具的两个面的夹具动作需要单独的液压管路通道控制:为了实现对墓碑式液压夹具的自动化上下料,对机床液压管路进行了特殊改造,工作台上配置了15路液压夹具油(气)路通道用于保证液压夹具和机器人的协调动作。
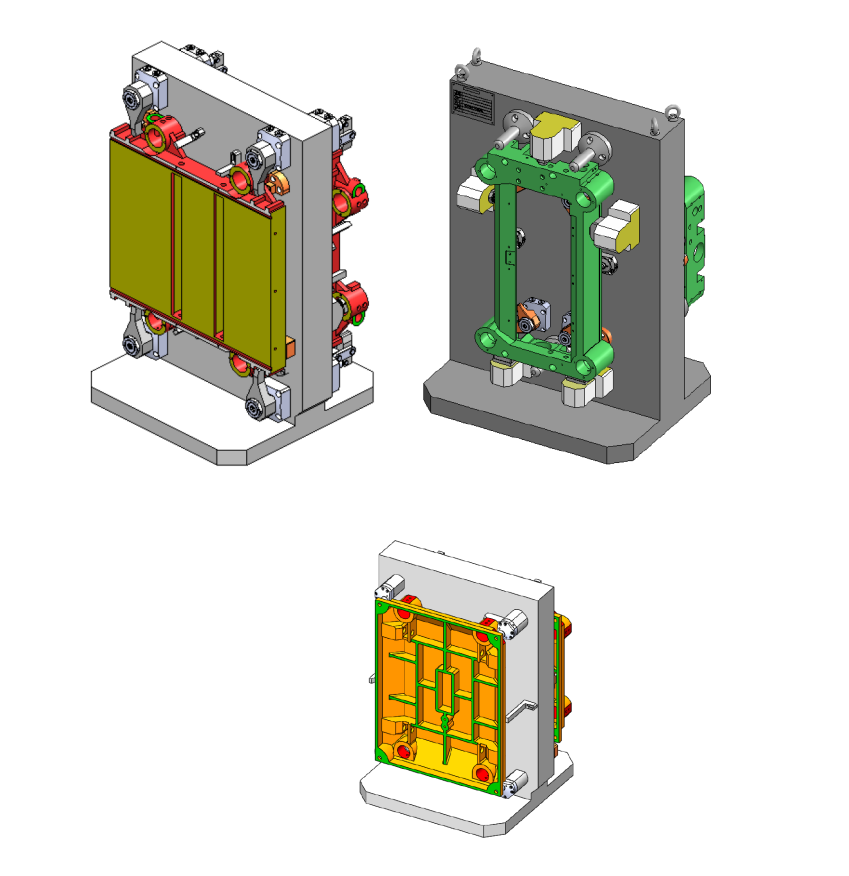
图3上座,工作台和基座的夹具设计
和传统柔性多托盘系统方案相比,上述柔性自动化方案成本较低,使用料框运送物料;工件上料时,可实现机器人自动化装夹,省去了人工上料和下料的过程,节约了大量的人力;最终达到了制造过程柔性自动化和成本控制的平衡。低成本柔性自动化系统需要考虑线内加工零件的各类夹具,机器人手爪的通用性;另外,产线管控系统对于系统内各种生产资源(机床,刀具,夹具,机器人,加工程序,毛坯和生产线操作人员)需要做到及时协调和调配;总控系统中对生产线的数据采集,生产过程设备状态监控和生产任务下发及时性都有很高的要求,开发难度更大。上海交大智邦科技有限公司借助于在各种柔性制造系统中软件开发的经验,将为客户提供复杂且稳定可靠的柔性自动化生产线软件管控方案,保证柔性自动化生产高效稳定运行。
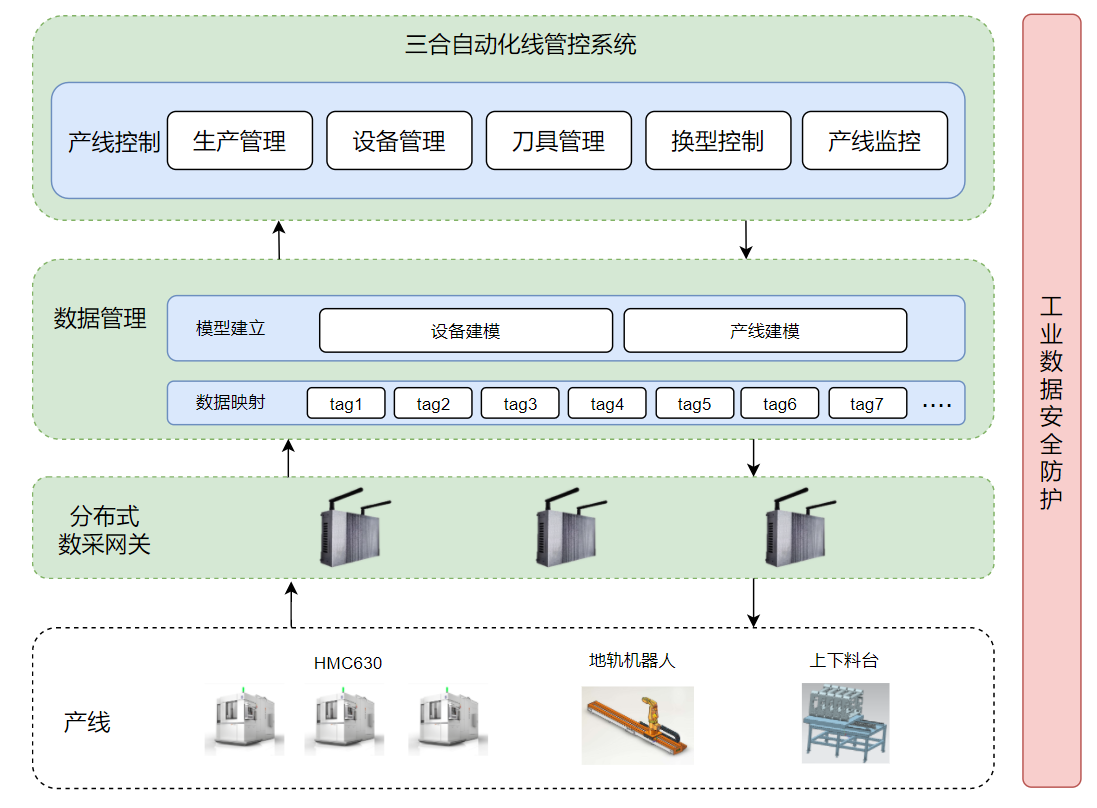
图4 低成本柔性自动化系统的软件架构

